Problème de coulée - Blister de l'électroplastie
September 17, 2024
Informations sur le casting
2. Casting des photographies 3. Analyse des coulées
1. Le cas est que le produit en alliage d'alliage de zinc 3 # qui doit être électroplaté est moulé par une machine à chambre froide, et que la perte de température du matériau et la peau d'oxyde générée par le tube de matériau sont susceptibles de provoquer une mauvaise apparence et de provoquer des cloques électroplatées.
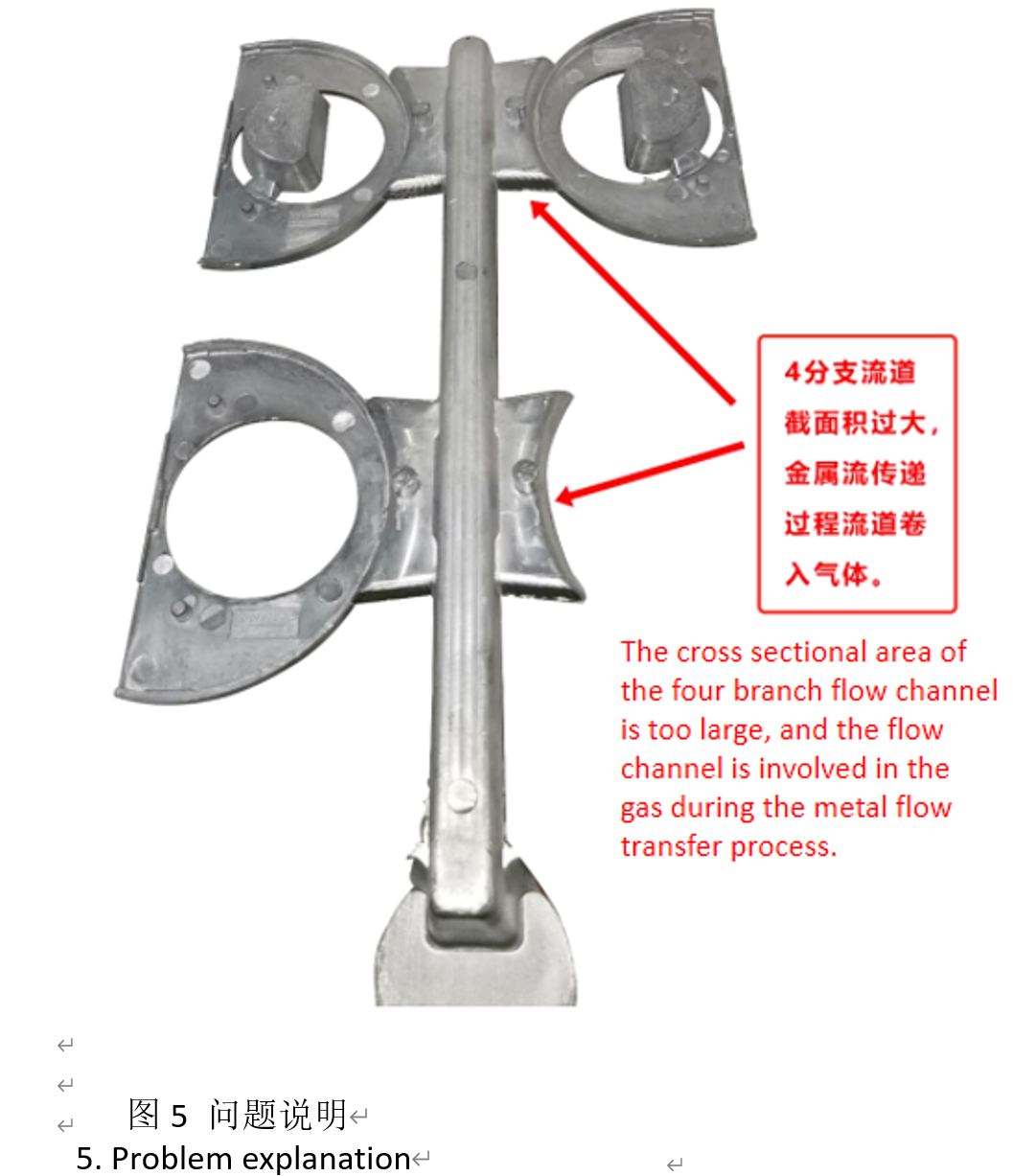
2. La zone de section transversale du canal d'écoulement principal du système de déclenchement est inférieure à la somme de la zone de section transversale du canal d'écoulement de la branche, et le canal d'écoulement est impliqué dans le gaz pendant le processus de transfert de débit métallique.
4. Amélioration
1. Personnalisez un tuyau d'alimentation avec chauffage à l'huile pour éviter la perte de température du matériau.
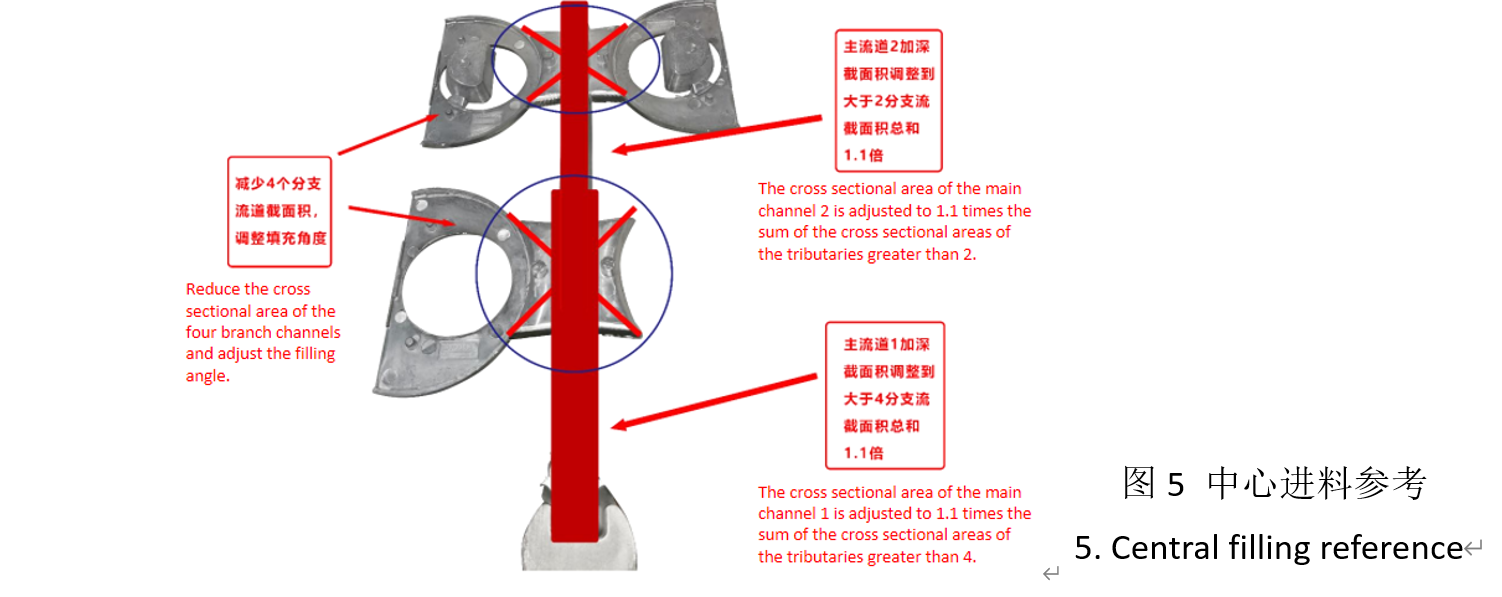
2. Réduisez la zone transversale des quatre canaux de branche et réglez l'angle de remplissage.
3. En raison de l'emplacement limité, choisissez d'approfondir la voie, augmentez la zone en coupe transversale du canal principal (comme le montre la figure 6)
5. Conseils
À propos de l'emplacement de la porte:
Si la conception de coulée est juste en ligne avec le rétrécissement de la section, la porte doit être disposée à l'extrémité la plus grande de la section possible pour minimiser le piégeage de l'air dans la cavité. Comme dans ce cas, la réouverture du moule peut être considérée comme placer la porte en face de la porte actuelle.