1.Casting Info
Nom: cavité
Exigences: étanchéité à l'air
Processus de coulée:
Tonnage de machine à mouler: 100t
Punch Dia (mm): 70
Matériel en alliage: ADC12
remplissage peser (g) t: 1362
Poids de coulée (G): 1006
Taille de coulée (mm): 332 * 140 * 115,5
Épaisseur de paroi moyenne (mm): 3,5
à haute vitesse M / S: 4.5
AVC d'injection à sec (mm): 550
Position de commutation à grande vitesse (mm): 310
Zone de section de porte intérieure MM²: 167
2.Casting Problème
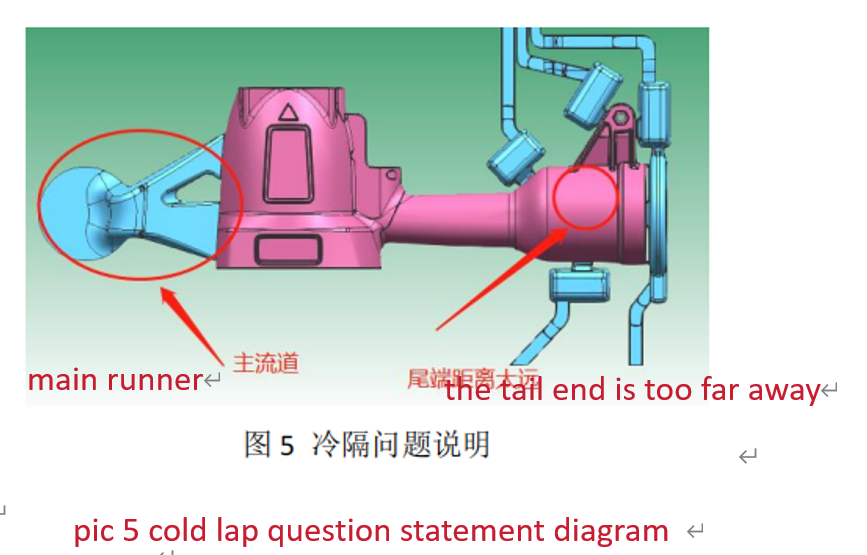
Produits Cavity Core décalé un côté 1 mm, le tour froid est sérieux à la surface de la queue
Image de la caisse
Problème d'épaisseur de paroi différents: lorsque deux coups de noyau ne sont pas fixés lorsque le moule est fermé et que l'eau en aluminium s'écoule à grande vitesse, provoquant une pression sur le long traclage du noyau. Lorsque la pression de l'érosion est supérieure à la longue édification du noyau, le traclage du noyau se balance et se déplacera d'un côté.
Problème des laps à froid:
Zone de section des portes principales trop petite. (Conception d'origine 167 mm²)
Lorsque le coureur principal de conception, la distance entre la queue au coureur principal n'a été considérée (défaillance potentielle).
Lorsque le moulage normal, le liquide en aluminium coule à la fin, la température est baissée rapidement. Il est difficile à former.
5. Améliorer les mesures
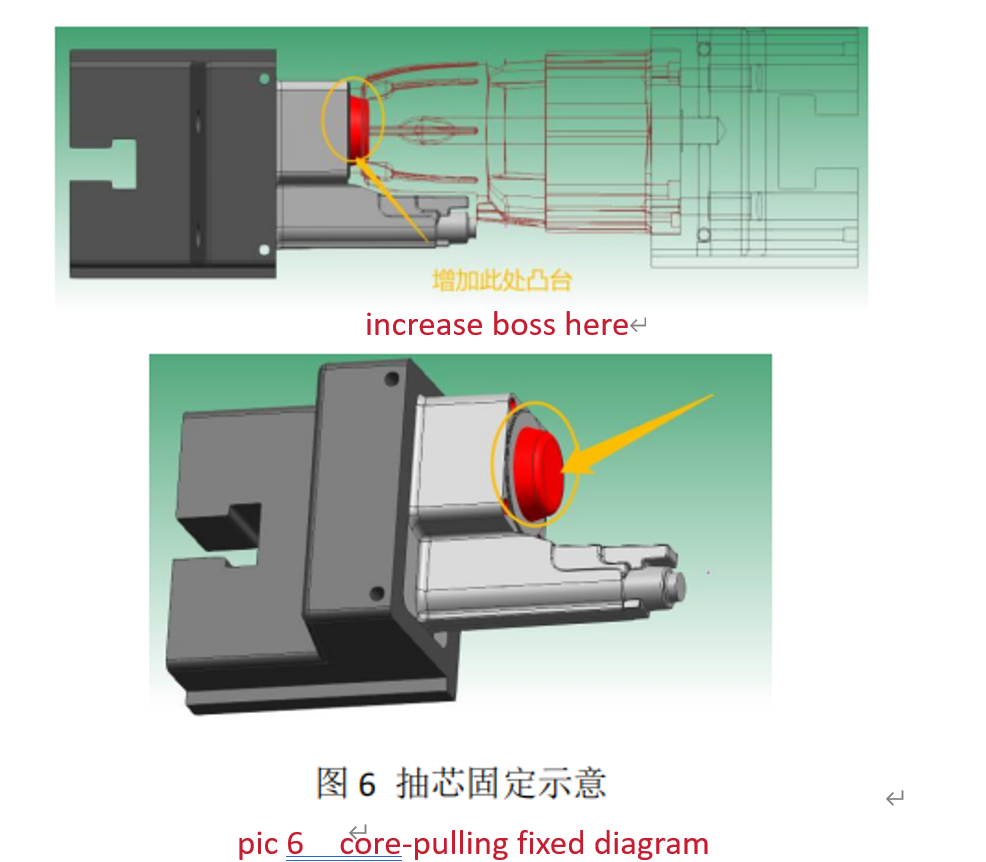
1. Ajoutez une certaine position aux deux points de traction de noyau pour assurer la concentricité et empêcher l'écart du noyau. Comme indiqué dans l'image ci-dessous:
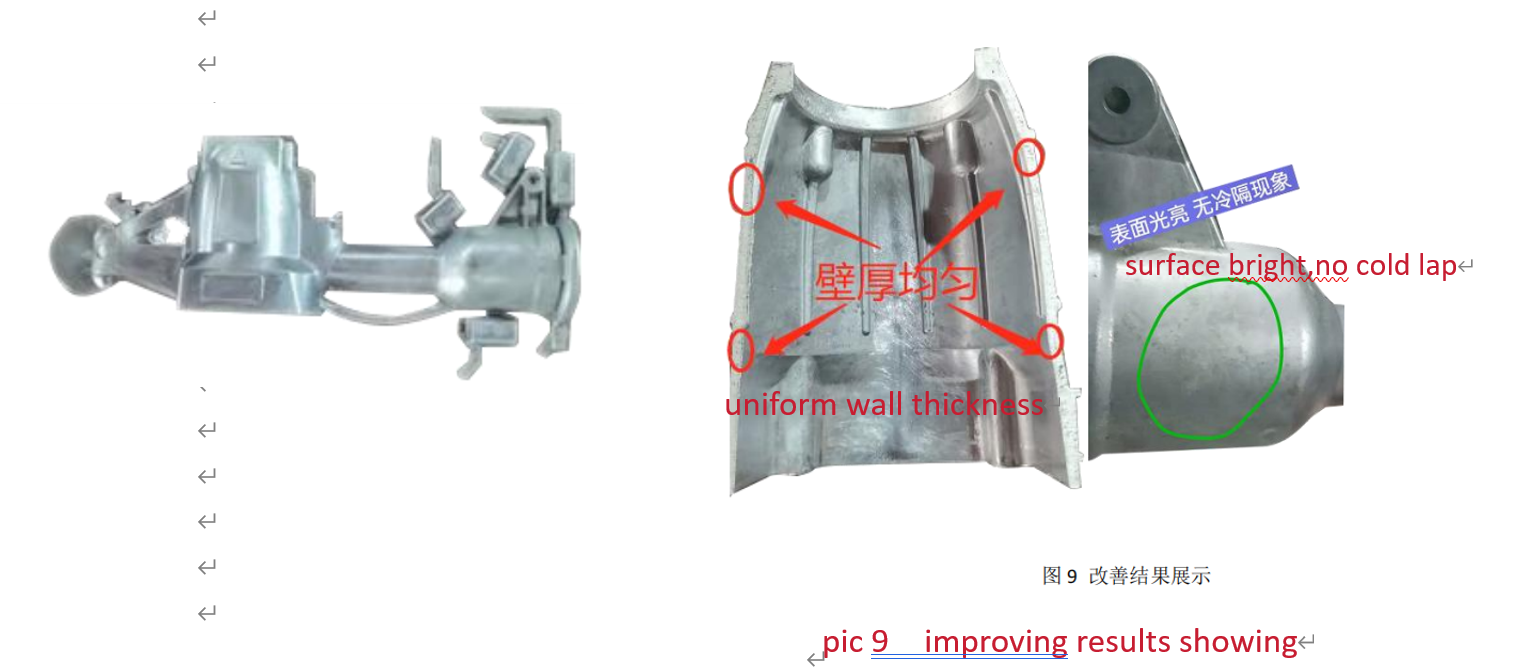
2. ① La zone de la section des portes du coureur principal est de 167 mm² augmentée à 238,56 mm².
② Ajouter une porte aidée, construire un pont au milieu des produits, ce qui aide à faciliter le flux rapide de liquide en aluminium, réduire le temps pour atteindre la queue, afin d'améliorer l'effet de moulage, comme indiqué dans les images suivantes:
7. Conseils
Pour le changement de base
La conception de casting de die devrait prêter attention à l'épaisseur de paroi du noyau des deux côtés, qui devrait être aussi uniforme que possible, pour empêcher la flexion du noyau pendant la contraction; Dans le même temps, l'attention doit être accordée à la longueur et au diamètre du noyau, et le noyau mince est plus facile à plier.
2. Dans la conception du système de déclenchement, l'attention doit être accordée pour éviter un impact direct sur le noyau autant que possible, et la structure du moule doit être insérée et fixe.







")